
3D打印的应用
3D打印技术起源于1980年代,最初是用于快速原型制作,但这种增材制造技术发展非常迅速。如今,越来越多公司使用3D打印技术为用户生产功能组件。在不久的将来,我们甚至可以使用3D打印机以工业规模为客户制造特定的产品。
3D打印不仅有独特的制造优势,更可以最大程度地减少浪费,是一种可持续的生产过程。与减法制造不同,增材制造(3D打印)仅使用必要份量的材料。此外,塑料废料可以回收再制造新产品。
对于需要类似橡胶性能的应用,制造业经常使用热塑性弹性体(TPE)进行3D打印。近年来,TPE还被用于增材制造中作为主要印刷材料(例如PLA和ABS)的补充。 TPE可用于制造消费品、运动器材、电子产品以及汽车和建筑业的组件。 TPE适合在长丝沉积建模(FDM)过程中用作3D打印弹性体、粒状增材制造(PAM)以及用作选择性激光烧结(SLS)工艺中的粉末。热塑性聚氨酯(TPU)是TPE的子类别。与其他TPE一样,它可以制成长丝或颗粒状。
TPE非常适合需要柔韧性、耐用性和抗性的应用。与其他材料(例如硅酮印刷)相比,使用TPE进行3D打印更便宜,并且更适合大规模工业应用。 TPE为客户制造原型和组件。可乐丽的产品特别适合于PLA、丙烯腈丁二烯苯乙烯(ABS)和聚碳酸酯(PC)
3D打印的类型
3D打印是指各种增材制造技术,物件是逐层构建的。过程中会使用各种材料,包括金属、沙、纸张,而最常见的材料是塑料。与3D打印弹性体有关的三种最常见方法是FDM / PAM、SLA和SLS打印。三者的区别在于送入机器材料的格式(液体、熔融或粉末)。
长丝(FDM)和颗粒印刷(PAM)是挤压工艺。 3D打印弹性体熔化以生产产品。立体光刻(SLA)印刷是桶式光聚合工艺,液体或树脂分层沉积来构建物体。选择性激光烧结(SLS印刷)是一种粉末床融合技术,以添加粉末的方法以构建物体。

可乐丽 3D打印产品的范围
可乐丽的产品范围包括用于增材制造的行业和客户特定的TPE。即使在具有挑战性的生产条件下,这些材料也能提供可靠的结果。可乐丽的3D打印弹性体具有出色的弹性、阻尼特性、透明性和流动性,以及树脂弹性。指定的材料也可以用作生物基聚合物(例如PLA)的改性剂。可乐丽的3D打印弹性体解决方案既有优势而且具挑战性。
特点和优点
- 柔软的材料
- I经改进的PLA、ABS和PC的抗冲击性和流动性
- 高清晰度
- 更长的使用寿命
- 良好的抗冲击性
- 经改善的流动性和效率
- 柔软的表面
限制
由于3D打印弹性体固有的物理、热和机械性能,增材制造过程仍然具有挑战性。
选择最合适的3D打印技术时要考虑的要点
选择最合适的技术来处理3D打印弹性体时,客户需要考虑的关键要点包括预算、机械要求、系统进给、零件的几何形状和外观。
3D打印也许是小批量制作的理想解决方案。相比之下,其他制造过程可能更适合大规模生产。对于具有复杂功能几何的组件,3D打印通常是唯一的选择。
要选择最合适的过程,就要根据产品规格来考虑各种技术的优点和局限性。以下是弹性体最常见的3D打印过程的详细概述。
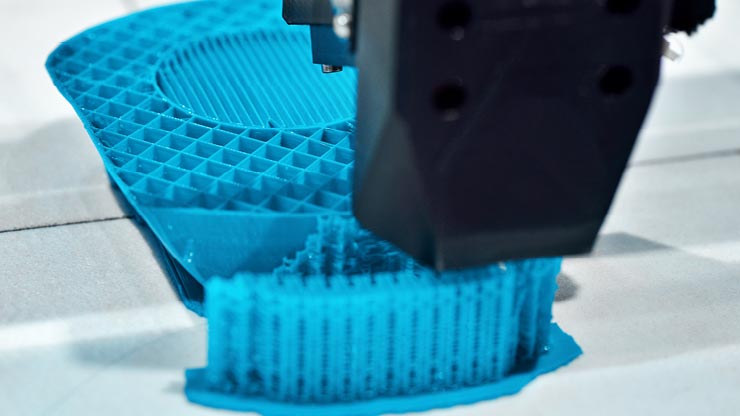
长丝打印
熔融沉积成型(FDM)是一种桌面3D打印技术,被广泛用于生产塑料零件。在长丝打印过程中,3D打印弹性体逐层挤出并沉积在构建平台上。 FDM适用于快速原型设计、廉价的成型以及对高精度和表面质量需求不高的应用。
FDM是用于制造客户指定热塑性零件和原型最具成本效益的3D打印方法。此技术的高可用性缩短了交货时间。各种各样的热塑性材料可用于原型设计和非商业功能应用。但FDM不太适合复杂的零件制作,因为其分辨率和精度低于其他增材制造技术。而且,由此技术生产的物件可能具有可见的表面结构,因此需要做后续处理。
一般来说,弹性体树脂越柔软,丝线印刷过程的进给就越慢而且越困难。
FDM流程:
- 将3D打印机弹性体线轴放入打印机中。将弹性体长丝在喷嘴内加热至所需温度,然后放入原料进喷嘴和喷嘴使其熔化。
- 将喷嘴固定在三轴系统上。熔化材料被挤出成细丝束。这些细丝束以预定的层沉积在表面上,冷却然后固化。也可使用喷嘴中的鼓风机来加速冷却过程。
- 当一层完成后就会重复过程开始另一层的工作,直到完成零件。

3D打印弹性体和PLA
聚乳酸(PLA)是合成聚合物,用于从可再生资源(例如玉米淀粉)生产生物基塑料。 PLA是一种生物相容性原料。 3D打印机丝通常不完全由PLA制成。长丝一般都是由PLA共混物制成,当中包含添加剂以赋予它们所需的性能。
可乐丽销售KURARITY™ 来改性极性树脂,例如PLA和PC / ABS。
当您要作决定是否要用PLA作为3D打印解决方案时,它的利大于弊。可乐丽的3D打印弹性体可用于制造长丝,长丝具有以下重要功能:
特点和优点
- 高抗冲击性
- 良好的低温性能
- 适用于生物成分的混合物
- 生物基,由可再生资源生产
- 打印过程中无烟
- 无翘曲
限制
产生的物体具有有限的机械性能。
颗粒打印
长丝打印和颗粒打印之间的区别在于挤出过程的类型。在长丝打印中,弹性体基体通过齿轮进给。这施加压力以将3D打印弹性体加热以融化,从而使其通过喷嘴挤出。对于颗粒喷嘴机,颗粒通过料斗送入带有多个加热区的圆筒中。电机驱动的螺杆机构将颗粒驱动通过圆柱体到达喷嘴。

特点和优点
- 更高的生产率/沉积速率
- 更广泛的材料选择,特别是非常柔软的材料
- 与普通长丝相比,颗粒的性价比更高
- 可以生产更大的零件
SLA打印
立体光刻(SLA打印)是3D打印弹性体的常见工业工艺。它的主要特征是精确的细节、光滑的表面、极少的公差范围以及良好的机械性能,例如耐候性、各向同性和柔韧性。成品具有高质量的表面结构。
此工艺广泛用于医疗和牙科领域, 例如是制作解剖模型。它也可用于生产大量铸件,例如玩具和珠宝。
特点和优点
- 生产具有复杂细节的高精度物体
- 非常光滑的表面(理想的视觉原型)
- 可使用特殊的SLA材料(例如透明、柔软和可倾倒的树脂)
局限性
- 这些对件通常很脆弱,因此它们不像其他3D打印技术那样适合于运行原型
- 如果将物体暴露在阳光下,其外观和机械性能会随着时间的流逝而变差。
- 需要支持结构
- 必须进行后处理
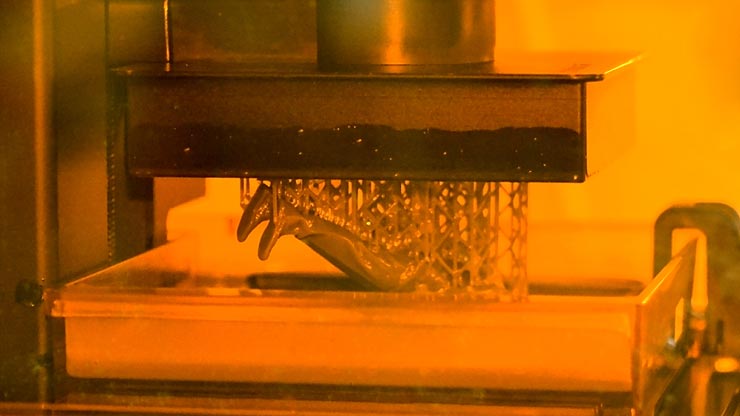
SLA打印的工作方式:
典型的台式SLA打印机包含紫外线激光以固化由包含光敏树脂的桶制成的组件的每一层。当紫外线照射到树脂的任何地方,液体都会固化。
每次激光扫描都会创建一个非常薄的物件层,该物件层会被粘合到上一层(或构建平台)和桶的底部。然后将构建平台降低该层的厚度,直到完成生产过程。

SLS打印
与SLA打印相比,选择性雷射烧结(SLS打印)仍在开发中以克服在3D打印弹性体方面的技术限制。即使SLS打印是行业中的常见技术,但如今的程序仍趋于使TPE基础粉末结块。但在不久的将来,满足制造高质量标准的SLS处理也将可用于弹性体3D 打印材料。
特点和优点
- 需要良好机械性能的功能零件和原型进行生产
- 打印过程不需要支撑结构,令制造商可以设计复杂的物体
- 高机械稳定性
- 高性价比,即使是中小批量
限制
- 由于粉末状表面和内部孔隙,SLS打印需要后期处理和精加工
- 根据物体的大小和厚度,过度烧结会导致细节变得粗糙或出现孔洞
- 烧结过程可能会根据物体的几何形状出现收缩和翘曲
SLS打印的工作原理:
将粉末加热到3D打印弹性体的熔点以下。激光扫描3D模型的横截面,并在材料的熔点加热粉末,以便粉末融合在一起成为固体。然后,平台向下移动一层进入构建室,然后烧结新层。重复过程直到最后一层融合在一起为止。未熔化的粉末会支撑打印的物体,这就是不需要附加支撑结构的原因。之后,物体在构建室内冷却。

3D打印–KURARAY LIQUID RUBBER
可乐丽的UV固化等级KURARAY LIQUID RUBBER UC-102M和UC-203M可用于非常柔软的印刷品,或用作丙烯酸或氨基甲酸酯基光敏树脂的改性剂以提高成品零件的抗冲击性。
紫外线可固化等级KURARAY LIQUID RUBBER UC-102M和UC-203M具有出色的性能,特别是
- 良好的低温性能(低Tg)
- 低收缩率
- 良好的吸湿性和抗渗透性
- 足够的绝缘性能
- 足够的粘合性能

联系我们