
¿Qué es un adhesivo termofusible (HMA)?
Los adhesivos termofusibles, o HMA, son adhesivos totalmente sólidos a base de polímeros termoplásticos. Cuando se calienta hasta su punto de reblandecimiento, normalmente entre 80 °C y 150 °C, un adhesivo termofusible se convierte en un líquido que puede aplicarse a un sustrato. El HMA fluye por la superficie del sustrato rellenando huecos y formando una unión a medida que se enfría y fragua. Mientras que algunos HMA quedan pegajosos después de enfriarse (estos se conocen como adhesivos sensibles a la presión, o PSA), la mayoría forman uniones sólidas y fuertes entre superficies hasta que se calientan de nuevo.

Ventajas
Aunque los adhesivos a base de disolvente fueron en su día la opción preferida por su capacidad de adherencia generalmente más fuerte, los adhesivos termofusibles son cada vez más populares para muchas aplicaciones gracias a su bajo coste, facilidad de uso y excelentes propiedades en un amplio rango de temperaturas.
Una ventaja significativa de los adhesivos termofusibles es su formulación totalmente sólida. A diferencia de las opciones basadas en disolventes que dependen de disolventes volátiles y a menudo peligrosos para transportar sus adhesivos, los HMA son sólidos e incluyen pocos o ningún compuesto orgánico volátil (COV). Esto hace que sean menos costosos, más fáciles de transportar y almacenar, más seguros y cómodos para trabajar , a la vez que más respetuosos con el medio ambiente.
Dado que se solidifican rápidamente al enfriarse, los HMA ofrecen tiempos de fraguado más cortos que pueden ajustarse a las necesidades de aplicaciones que no requieren un paso de curado. Esta velocidad se traduce en tiempos de producción más rápidos para los productos fabricados con el HMA y, en general, en un adhesivo más rentable.
Los HMA son extremadamente versátiles y se adhieren fácilmente a todo tipo de sustratos, como plástico, metal, vidrio, caucho, cerámica, madera, cartón o espuma. La larga vida útil, la capacidad de adherirse a sustratos porosos y no porosos, y la variedad de casos de uso hacen posible que algunas instalaciones utilicen un único adhesivo termofusible para todas sus necesidades, lo que reduce aún más los costes.

Desventajas
Aunque los adhesivos termofusibles se están convirtiendo en la opción preferida para muchos sustratos, todavía existen algunas aplicaciones para las que son preferibles los adhesivos a base de disolvente.
La mayor desventaja de los adhesivos termofusibles es su sensibilidad a la temperatura. Si el sustrato puede dañarse por el calor del HMA fundido que se está aplicando o si el producto debe sobrevivir a la exposición a altas temperaturas a las que el HMA utilizado se ablandaría o fundiría, puede ser mejor solución un adhesivo a base de disolvente. Estos inconvenientes pueden mitigarse utilizando HMA reactivos con un proceso de curado adicional mediante la exposición a la humedad o a la luz ultravioleta.
Algunas formulaciones de adhesivos termofusibles son menos resistentes a los ataques químicos y a la intemperie. El HMA medio tiende a formar uniones más débiles entre los sustratos que un adhesivo a base de disolvente. Los breves tiempos de apertura y fraguado de los HMA también pueden dificultar su trabajo en algunos casos. Aunque todas estas desventajas pueden abordarse cambiando la formulación, las opciones a base de disolventes pueden ser soluciones menos costosas en aplicaciones específicas.
Propiedades
Los adhesivos termofusibles se presentan en una gran variedad de formulaciones para adaptarse a aplicaciones que van desde la encuadernación hasta la fabricación de automóviles. Para identificar el HMA adecuado para usted, es importante tener en cuenta propiedades como la viscosidad, los tiempos de apertura y fraguado, la fuerza adhesiva, la temperatura de aplicación, etc.
Viscosidad
La viscosidad de un HMA es un factor importante para determinar el tipo de aplicador de fusión en caliente y la temperatura de aplicación. La viscosidad se mide con un viscosímetro rotacional de tipo B a 180 °C o a la temperatura de uso. La velocidad de cizallamiento también suele tenerse en cuenta al medir la viscosidad.

Tiempos de apertura y fraguado
Un tiempo de apertura mide el tiempo transcurrido entre la aplicación de un HMA al primer sustrato y la compresión del segundo sustrato en que se produce la adhesión. Muchos HMA tienen tiempos de apertura más cortos, lo que dificulta trabajar con ellos, pero los hace más eficientes, mientras que hay HMA sensibles a la presión que tienen tiempos de apertura ilimitados.
El tiempo de fraguado mide el tiempo que tarda un HMA en enfriarse y formar una unión aceptable. Los tiempos de fraguado más cortos aumentan la velocidad de producción y son una de las principales ventajas de los HMA frente a algunos adhesivos a base de disolvente de fraguado lento.
Temperaturas clave de trabajo
Las temperaturas a las que se ablanda y funde un HMA son dos de los factores más importantes a la hora de elegir un adhesivo. El punto de reblandecimiento es la temperatura a la que un HMA empieza a fluir y viene determinado principalmente por el polímero base y los aditivos de cera de la formulación. El punto de reblandecimiento es una consideración importante para el flujo de trabajo y la temperatura de resistencia al calor del producto final.
La temperatura de formación de la unión de un HMA es la temperatura a la que el adhesivo fundido se enfría y forma la unión con el sustrato. Un adhesivo termofusible se aplica a un sustrato, se adhiere a otro sustrato y luego forma la unión durante el enfriamiento. Cuando el adhesivo se enfría por debajo de la temperatura a la que tiene suficiente humectabilidad para extenderse sobre el sustrato, alcanza la temperatura de formación de la unión.
Temperaturas de fallo del adhesivo
La temperatura de fallo de un HMA mide el mayor calor que puede soportar identificando la temperatura a la que el adhesivo deja de ser lo suficientemente fuerte como para mantener unidos dos sustratos. Suele ser inferior al punto de reblandecimiento, ya que el HMA comienza a debilitarse antes de fundirse por completo. Las temperaturas de fallo suelen medirse como adhesión de pelado (si el HMA puede resistir una fuerza de pelado) o adhesión de cizallamiento (si el HMA puede resistir una fuerza de cizallamiento).
La temperatura de agrietamiento en frío de un HMA mide la temperatura más baja que puede soportar sin fallar, identificando la temperatura a la que el adhesivo se vuelve lo suficientemente quebradizo como para agrietarse. La temperatura de agrietamiento en frío se identifica exponiendo un HMA a temperaturas cada vez más bajas mientras se le aplica una fuerza de flexión.

Estabilidad de vida útil
Esta métrica evalúa la estabilidad de un HMA cuando se mantiene en estado de fusión durante periodos prolongados y es especialmente relevante en aplicaciones industriales. Se calienta el HMA y se observa si se carboniza, descompone, gelifica, cambia de viscosidad o color y se forman anillos o pieles en los bordes.
Propiedades mecánicas
Las propiedades mecánicas de un HMA variarán ampliamente en función de su formulación y uso previsto. Entre las propiedades importantes se incluyen la resistencia a la tracción, el alargamiento a la rotura, el módulo elástico, etc.
Fuerza de pelado y adhesión específica al sustrato
La fuerza de pelado mide la cantidad de fuerza aplicada en varios ángulos necesaria para romper una unión adhesiva entre dos superficies sin aplicar calor. Suele ser una medida directa de la resistencia del adhesivo en las condiciones típicas a las que estará expuesto el producto.
La adhesión específica al sustrato mide la cantidad de fuerza necesaria para despegar dos sustratos específicos unidos por un HMA. La adherencia entre dos sustratos también suele probarse a distintas temperaturas.

Resistencia de pegajosidad en bucle
El ensayo de pegajosidad en bucle evalúa la pegajosidad de un adhesivo sensible a la presión midiendo la fuerza necesaria para separar un bucle de material recubierto con el adhesivo de otro sustrato. Este valor solo es relevante para los adhesivos termofusibles sensibles a la presión.
Materias primas y aditivos
Un adhesivo termofusible suele estar compuesto por un polímero base y aditivos como resinas adhesivas, ceras y antioxidantes que le confieren las propiedades deseadas.
Polímeros
El polímero de un adhesivo es el material base que influye en muchas de sus propiedades físicas, como su resistencia y viscosidad. Los polímeros de mayor peso molecular tienden a facilitar uniones más fuertes, mayor resistencia al calor y una humectación más lenta, pero todas estas propiedades pueden ajustarse mediante otros aditivos.
Resinas adhesivas
Estas resinas, que deben ser compatibles con el polímero principal, constituyen a menudo un porcentaje significativo del HMA y determinan su pegajosidad y fuerza adhesiva. Actúan reduciendo el módulo y aumentando la temperatura de transición vítrea del HMA. También pueden reducir la viscosidad del HMA. La mayoría de las resinas adhesivas son resinas de hidrocarburos, colofonia o terpeno.

Ceras
Las ceras son aditivos que reducen la viscosidad del HMA fundido y aumentan la rapidez de fraguado del adhesivo. Ajustando el contenido de cera, se pueden alargar o acortar los tiempos de apertura y fraguado de un adhesivo. Las ceras también pueden utilizarse para influir en la resistencia al calor de un HMA.
Antioxidantes
Estos compuestos, que incluyen varios fenoles y fosfatos, se añaden en pequeñas cantidades para mejorar la vida útil del HMA y de cualquier producto fabricado con este. También protegen contra la oxidación mientras el HMA está fundido, mejorando su estabilidad de vida útil.
Plastificantes
Muchos HMA incluyen plastificantes que pueden reducir la viscosidad y mejorar la humectación, la flexibilidad y la dureza.
Otros aditivos
A menudo se incluyen aditivos en las formulaciones de HMA para aplicaciones específicas. Entre ellos se incluyen rellenos, pigmentos, estabilizadores UV, retardantes de llama, antibacterianos, etc.
Tipos de adhesivos termofusibles
Aunque la mayoría de los adhesivos termofusibles utilizan polímero de etilvinilacetato o poliolefina, existen muchos otros tipos de HMA que destacan en aplicaciones específicas.
Etilvinilacetato (EVA)
Los adhesivos termofusibles de EVA se utilizan habitualmente gracias a su bajo coste, su amplio rango de temperaturas y su capacidad de adherirse a una gran variedad de sustratos. Cuando se aumenta la concentración de etileno o acetato de vinilo, el HMA resultante se adhiere mejor a sustratos polares o no polares. Los adhesivos termofusibles de EVA se utilizan ampliamente en los sectores del papel y el embalaje.
Poliolefina (PO)
Las poliolefinas termofusibles destacan en la adhesión a sustratos no polares, como los plásticos. Proporcionan una excelente estabilidad de vida útil, estabilidad térmica y UV, y estabilidad química frente a muchos disolventes comunes, lo que las hace útiles en sectores que van desde el ensamblaje de productos hasta la madera.

Poliamida (PA) y poliéster
Los adhesivos termofusibles de poliamida y poliéster pueden mantener toda su fuerza de pelado por encima de los 100 °C en muchas formulaciones, son útiles para aplicaciones de alta temperatura, resistentes a aceites y disolventes, y son excelentes para adherirse a metales. Se utilizan habitualmente en el montaje de automóviles, la electrónica y las aplicaciones aeroespaciales.
Poliuretano (PUR)
Estos HMA son excelentes en aplicaciones de alta temperatura y pueden formularse para reticularse tras un curado secundario, lo que los hace más resistentes tras su aplicación. Aunque son más costosos, estos HMA resistentes y flexibles se utilizan en muchos sectores.

Copolímero de bloque de estireno (SBC)
Estos elastómeros termoplásticos ofrecen menos resistencia, pero una excelente elasticidad y flexibilidad a bajas temperaturas. Los HMA basados en copolímeros de bloque de estireno son los más utilizados en adhesivos sensibles a la presión.

SEPTON™ y HYBRAR™ son copolímeros de bloque a base de estireno (SBC) fabricados por Kuraray. Combinan las ventajas de una elasticidad similar a la del caucho y propiedades termoplásticas. Cuando se utilizan como polímero base para HMA o como modificador para HMA a base de poliolefinas, su flexibilidad, elasticidad y cohesión mejoran la durabilidad, la pegajosidad (adhesión sensible a la presión), el rendimiento a bajas temperaturas y la resistencia al impacto del adhesivo. Además, su excelente compatibilidad con las poliolefinas hace que los HMA sean adecuados para pegar y adherirse a materiales de poliolefina. SEPTON™ y HYBRAR™ se aplican en cintas y etiquetas, productos de higiene (como pañales y compresas), selladores y películas protectoras.
Copolímero de bloque acrílico
KURARITY™ es un polímero acrílico adhesivo de Kuraray que puede utilizarse como adhesivo termofusible para el procesamiento sin disolventes. A diferencia de la mayoría de los acrílicos, KURARITY™ tiene una baja viscosidad de fusión adecuada para adhesivos termofusibles y ofrece una excelente resistencia a la intemperie y estabilidad adhesiva. Como polímero autoadhesivo, los HMA basados en KURARITY™ requieren menores concentraciones de resinas adhesivas—un componente caro en un adhesivo termofusible— para lograr una fuerte adherencia. Los HMA producidos con KURARITY™ ofrecen todas las ventajas de un proceso sin disolventes, incluido un procesamiento más rápido y sencillo, un menor consumo de energía y emisiones de gases de efecto invernadero, y menos COV.
Adhesivos termofusibles de base biológica
Aunque la mayoría de los HMA se basan en polímeros sintéticos no renovables, cada vez hay un mayor interés por los plásticos y adhesivos de base biológica o biodegradables. Algunas empresas han empezado a desarrollar HMA de base biológica para ofrecer un material más ecológico.
Aplicación de adhesivos termofusibles
Aunque los adhesivos termofusibles pueden aplicarse de muchas maneras, las aplicaciones industriales suelen favorecer uno de los tres enfoques siguientes.
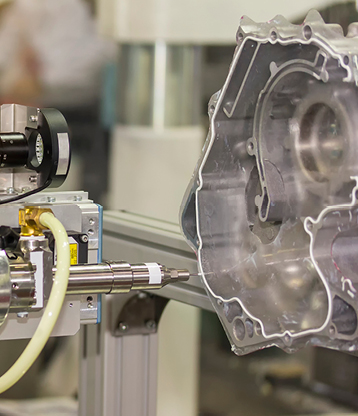
Aplicación por pulverización
Este método utiliza aire comprimido para pulverizar una capa continua y uniforme de un grosor específico sobre el sustrato. Es rápida, eficaz y suele utilizarse en grandes superficies.
Revestimiento de ranuras
Este método, ideal para sustratos finos o adhesivos sensibles a la presión, aplica directamente una fina capa de adhesivo termofusible sobre el sustrato.
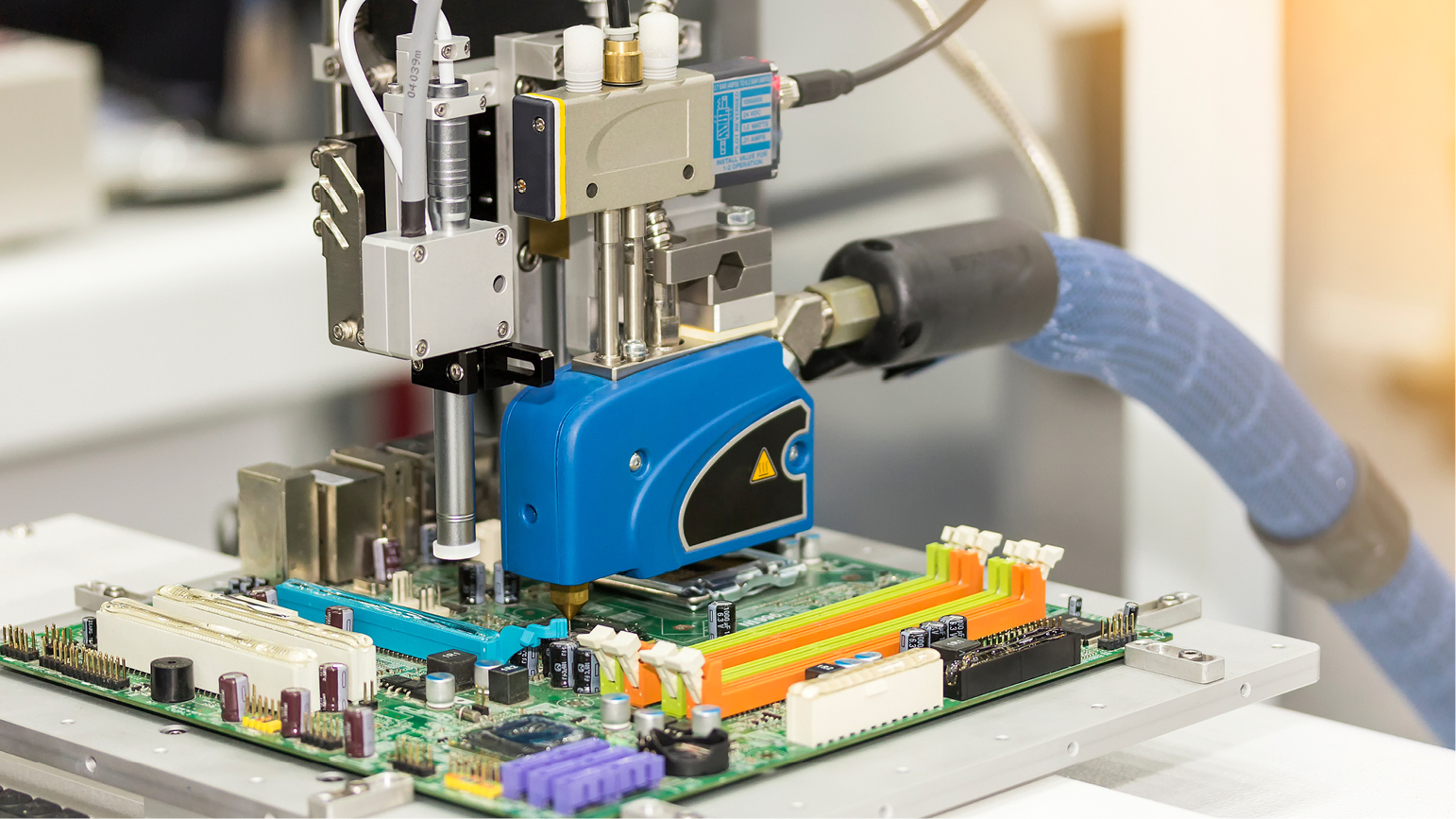
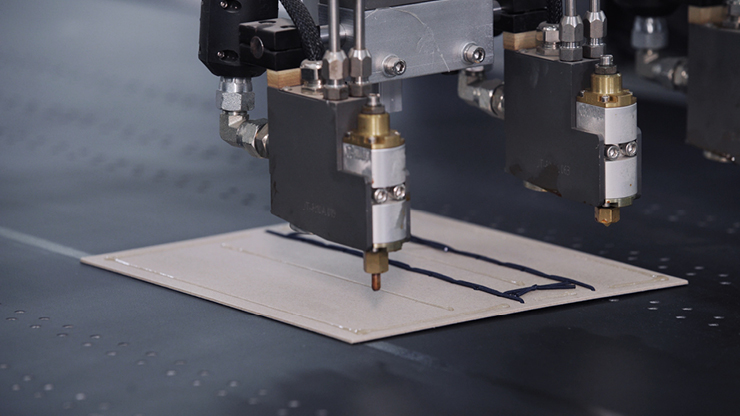
Aplicación de cordones y líneas
En este método, una boquilla dispensa una cantidad específica de adhesivo y se detiene. A continuación, se repite el proceso aplicando el adhesivo en un lugar concreto o en cordones o líneas según se requiera.



Sectores
A medida que se amplían las posibilidades de los adhesivos termofusibles, se adoptan en una mayor variedad de sectores. Los HMA se utilizan en aplicaciones como envasado, fabricación de cartón, cintas y etiquetas, electrónica, ensamblaje de productos, automoción, confección, productos de higiene y madera.










Coste
Aunque el precio de los HMA puede variar mucho en función de los polímeros y aditivos que contengan, suelen ser menos caros que sus homólogos basados en disolventes.
El bajo coste de los HMA se debe principalmente a un menor coste del material de base, una mayor eficiencia de producción, menores costes de mantenimiento, una mayor elasticidad y una vida útil más larga. La versatilidad de los HMA permite incluso a algunos centros de producción utilizar un único adhesivo termofusible para todos sus productos, minimizando los costes de inventario. El principal impulsor del aumento de los costes del HMA es el precio de los aditivos, especialmente las resinas adhesivas.
Conclusión
Los adhesivos termofusibles son una opción versátil que ofrece una excelente personalización y muchas ventajas sobre los adhesivos a base de disolvente. Para obtener una base HMA de polímero acrílico con excelente resistencia a la intemperie, estabilidad y autoadhesión que reduzca la necesidad de costosas resinas adhesivas, póngase en contacto con nuestros expertos de Kuraray y pregunte por KURARITY™, el TPE transparente.
Contacto